



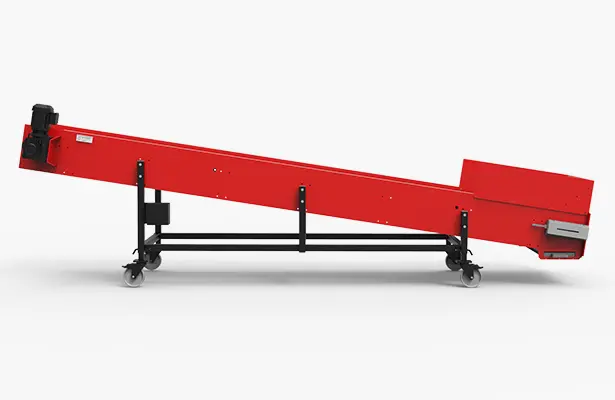
Wire Mesh Belt Conveyor
The wide spectrum of available wire mesh configurations and materials enable an adaptation to any imaginable application. The high mechanical, chemical and thermal resistance can be particularly useful. That is why our Wire Mesh Belt Conveyors can be found in nearly any industry.
Typical application areas are the forming industry, hardening plants, and thermal treatment, general machine building or the chemistry and food industries.
Functionality
Wire Mesh Belt Conveyors are manufactured from standard or alloyed steel wires with high stability. Large widths, loading capacities and a wide range of operational temperatures allow Wire Mesh Belt Conveyors to fit various applications. Especially when mechanical, chemical, thermal or other process related demands are made. Under chemical impact, their operation is enabled by a wide scale of chemically resistant steels and alloys in almost any corrosion scenario.
Options
- Non-guided or chain-guided
- Close-meshed wire belts for high loads
- Wide-meshed wire belts with high permeability
- Immersion bath systems
- Controlled Cooling
Technische Daten
| Wire Mesh Belt Conveyor | |
|---|---|
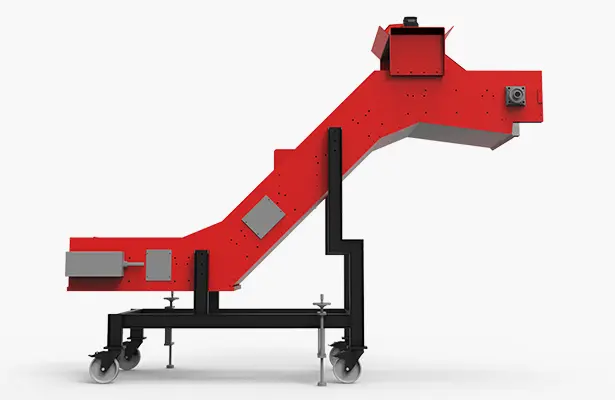
| Line management | Chain guided Wire Mesh Belts enable nearly any line layout, including multiple levels, if undivided. Non-guided Wire Mesh Belts are usually limited to linear line layouts. Sometimes they can incorporate horizontal inclines or declines. Special configurations also allow for a curved line layout. |
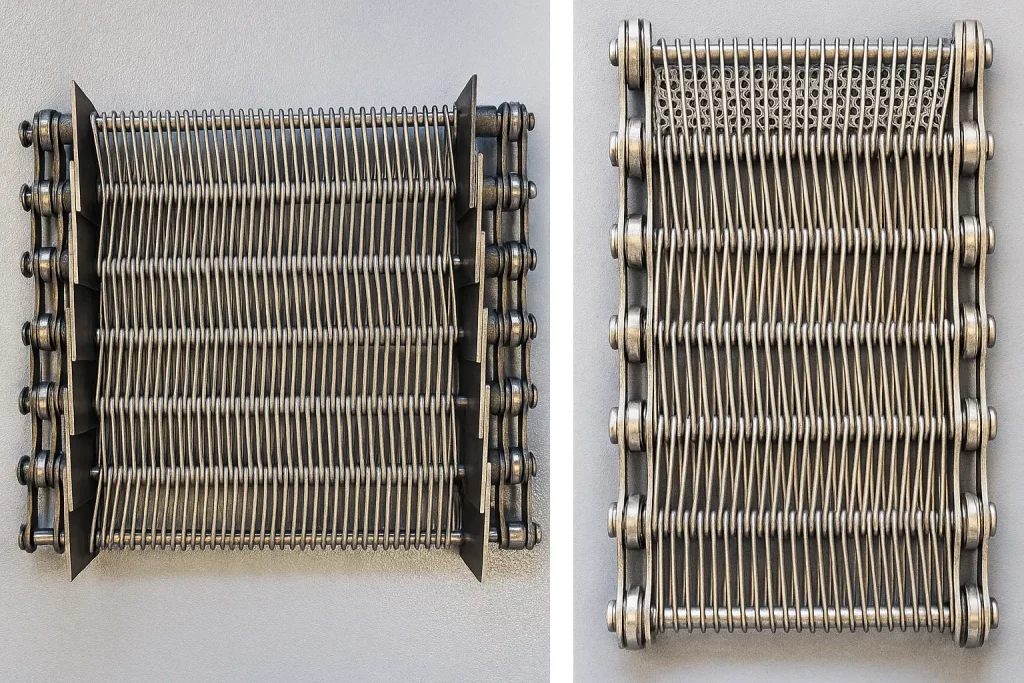
| Partition and wire mesh | We use all standard belt types, which include link, mesh, webbed, wire loop, crossbar, comb, and spiral-belts. Depending on the belt type and material, spacing between T4 and T50 are common. If the tensile force is high due to heavy loads, we combine a T50 wire belt and a T100 chain. In that case, the spare cross bar of the belt is reinforced by additional connections to the chain links. |
| Material | The choice of material is based on the demanded mechanical, thermal or chemical resistance. It ranges from standard steel to manganese- and chromium-nickel steel, as well as brass or phosphorous bronze. |
| Side rails | The side rails can feature an overlapped or cropped design. |
| Multiple lanes | A multi-lane Belt design is possible. The separation of the tracks is achieved by a single or double curb. In the dual lane configuration, a steel sheet can be fitted in-between the inner curbs to prevent parts from being mixed. Flawlessly separated transport is guaranteed, especially for small parts. |
| Chain configuration | The chain configuration is chosen depending on the technical and chemical demands, available installation space and required tensile force. We use hollow-pin chains which have proven to be very effective and dependable. |
| Drive | Drive alternatives are a direct drive with an attachable gear motor, or a chain drive with the motor console located above or below the conveyor. The belt is driven by sprocket wheels that interlink with the drive chains. |
| Carriers | We design the carriers for our Wire Mesh Belt Conveyors according to the material to be transported, throughput and incline. Carriers are bolted to flat bars that are located between the spirals. |



Fields of Application
Wire Mesh belt Conveyors are used in a wide range of industrial sectors. Wherever workpieces or bulk materials must be transported safely under thermal or mechanical loads, they deliver reliable performance. Thanks to their robust construction and high temperature resistance, the systems are ideal for conveying forged parts, screws, nails, cast parts, tools, and slugs. With various wire mesh types and customizable designs, the conveyors can be precisely adapted to material properties and process requirements.
screws, nails and tools
punching slugs
cast parts
forged parts

Advantages
The Wire Mesh Belt Conveyor impresses with its robust design and versatile usability. It offers high load capacity, remains reliable even at extreme temperatures, and, thanks to its open structure, provides optimal permeability for air and liquids. With its low-maintenance construction, long service life, and high chemical resistance, it is ideal for demanding industrial applications.
very robust
The Wire Mesh Belt Conveyor reliably carries even heavy conveyed materials
Operational in high temperaturs
Suitable for applications with high thermal loads
High permeability for liquids and air
Allows liquids and air to pass through without difficulty
low maintenance
Robust construction reduces maintenance effort
Long lifetime
Durable materials ensure long-lasting operation
High chemical resistance
Resistant to many aggressive substances and evironments
Optional Features
The Wire Mesh Belt Conveyor can be individually adapted to different processes. Whether free-running or positively guided, with close- or wide-meshed belts – each design provides optimal characteristics for its specific application. Options such as immersion bath systems or BY cooling expand the range of applications and make the conveyor a versatile solution for industrial requirements.
Non-Guided
Driven by friction, ideal for uniform conveying processes.
Chain Guided
Side chains ensure slip-free drive and precise guidance.
Close-meshed wire belts
Close-meshed wire belts provide maximum stability and local capacity
Wide-meshed wire belts
Open structure allows optimal air and liquid permeability
Immersion bad systems
Complete system with tank, recooling, and heating for conveying processes involving immersion operations. Ideal for cooling, cleaning, or treating workpieces in liquids.
Controlled Cooling
High belt permeability enables efficient cooling with fans. For heavy parts, latching or roller chain conveyors are used.
Your Material. Our Test Center.
Before a solution reaches you, it is thoroughly tested in our in-house technical center. Here, we test your materials under real-world conditions and develop optimal, practical concepts tailored to your needs.