![]()
Für einen Kunden, der als Generalunternehmer im Auftrag eines deutschen Automobilisten eine Phosphatieranlage baut, konzipierte, fertigte und lieferte JOEST in diesem Jahr eine große Anlage als Lösung für die benötigte Beschickung und Rückbefüllung.
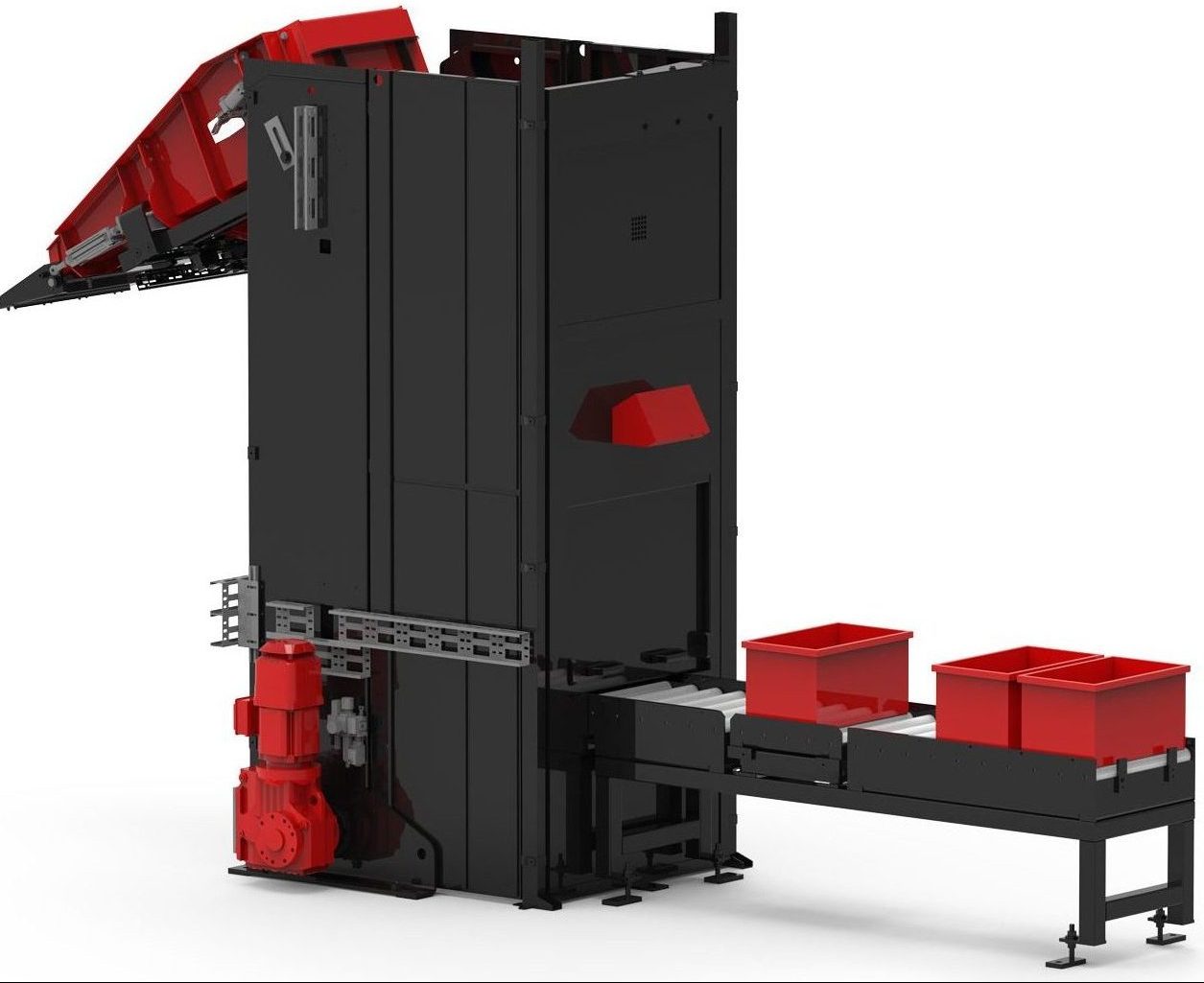
Bereits 2019 gestartet, wurde das Projekt aufgrund der Covid-Pandemie zunächst kurzzeitig unterbrochen, aber zuletzt wieder aufgegriffen und in diesem Jahr gefertigt. Die Aufgabenstellung des Kunden bestand darin, Schmiedeteile je nach Rezeptur in die kundenseitigen Warenkörbe zu dosieren. Angeliefert werden die verschiedenen Teile in zwei verschiedenen Stahlbehältern. Anschließend sollen die beschickten Warenkörbe der Phosphatieranlage zugeführt werden. Die fertigen Warenkörbe sollen im Gegenzug entnommen und entleert werden.
Dazu wurden im Vorfeld im JOEST Technikum diverse Verdichtungsversuche durchgeführt: So konnte sichergestellt werden, dass kein Material über die Warenkorbkante schaut, sodass ein manueller Arbeitsschritt entfällt. Die Behälter werden über ein Hebe-Kippgerät der Serie MDS eingeschleust. Das Hebe-Kippgerät entleert den Behälter auf eine Volumenrinne mit nachgeschalteter Dosierrinne. Beide Rinnen sind zudem auf Wägezellen gelagert. Danach werden die Warenkörbe entsprechend des jeweiligen Rezeptes befüllt. Während des Befüllvorgangs befindet sich der Warenkorb auf einem Rütteltisch, wodurch eine Vergleichmäßigung des Materials innerhalb des Korbes realisiert wird. Im Anschluss daran führen Kettenförderer, Eckumsetzer und Rollengänge die Körbe einer Hebestation zu, welche die Teile an die Phosphatieranlage übergibt. Im Gegenzug entnimmt die Hebestation einen fertigen Warenkorb.
Die fertigen Teile werden einem zweiten Hebe-Kippgerät der Serie MDS zugeführt, welches wiederum die Teile auf eine Volumenrinne mit nachgeschalteter Dosierrinne entleert. Die Teile werden so dosiert in die Transportbehälter zurückbefüllt. Der gesamte Prozess der Befüllung und Rückbefüllung befindet sich in einer geschlossenen Schall schutzkabine.
Mit dieser Lösung hat JOEST auf Basis der Standard-Produkte aus der Hebe-Kipp- und Dosiertechnik mit den neuesten Magnetantrieben eine maßgeschneiderte Anlage als Systemlösung konzipiert und angeboten. Die komplette Fördertechnik mit Ketten- und Rollenförderern wurde unter Einhaltung aller kundenspezifischen Werksnormen eigens konstruiert und gefertigt.
Alle verbauten Rinnen sind mit den neuesten Magnetantrieben ausgerüstet und weisen zudem eine HB400 Schleißauskleidung auf. Zudem sind alle Rinnen auf insgesamt vier Wägezellen gelagert. Bei den Ketten- und Rollenförderern werden Kettenschmierung und Fettzentralschmieranlagen eingesetzt und die gesamte Anlage kommt ohne Hydraulik aus.
Die Programmierung und Werksabnahme durch den Endkunden liefen ohne größere Probleme ab und wurden erfolgreich durchgeführt. Die Inbetriebnahme vor Ort ist für das zweite Quartal 2022 geplant und wir durch den Generalunternehmer vorgenommen. JOEST wird hierbei unterstützend tätig sein.
Vom Erstkontakt bis zur Auslieferung beläuft sich die Dauer des Projekts, auch aufgrund der Pandemie, auf rund drei Jahre. Die gesamte Zeit erfolgte ein sehr enger Austausch mit allen Projektbeteiligten. Gemeinsam wurde eine maßgeschneiderte Lösung erarbeitet und es entstand eine enge Partnerschaft mit dem Kunden.
Wenn auch Sie Interesse an einer kundenspezifischen Lösung haben, kontaktieren Sie uns gerne. Mit unserem breit aufgestellten Produktsortiment finden wir für alle Kundenanforderungen ein passendes und optimales Ergebnis.

Die Osterferien stehen vor der Tür und unser #JOESTeam hatte Besuch vom Osterhasen! Wir verabschieden schon einige Mitarbeitende in den Osterurlaub und wünschen allen eine sonnige Osterzeit.

Happy Weltfrauentag!
Wir möchten besonders heute allen Frauen danken!
Mit frischen bunten Primeln zaubert unser Betriebsrat in Zusammenarbeit mit der IG Metall den Frauen aus dem #JOESTeam ein Lächeln ins Gesicht!

Bei unserem langjährigen Kunden, der Firma Dyckerhoff, haben wir nun im 4. Jahr infolge JOEST Rohrförderer an zwei Sternverteilern zur Silobeschickung während der Winterrevision getauscht und somit die Halbzeit des Gesamtprojektes erreicht.
Insgesamt wurden bereits 8 der insgesamt 16 Maschinen ersetzt und durch wesentliche Verbesserungen hinsichtlich Antriebssystem und Abdichtungen ergänzt. 💪 Zudem wurde von Anfang an auf Instandhaltungsaspekte geachtet: Unwuchtmotoren, Steuerungen, Federn, Kompensatoren und Schleißauskleidungen sind für jede Maschine je Sternverteiler gleichermaßen verwendbar.
Wir freuen uns, endlich den Start unserer neuen Website bekannt geben zu können! Informieren Sie sich über unsere Lösungen im Bereich Schüttguthandling! Entdecken Sie jetzt unser Portfolio und lassen Sie uns gemeinsam Ihre Effizienz steigern